Vous intéressant à l’impression 3D, vous avez conçu et enregistré votre objet tridimensionnel au format .stl ou .obj grâce à notre fiche sur les logiciels de conception assistée par ordinateur (CAO)... Mais que faire ensuite? Pour pouvoir imprimer votre objet en 3D vous devrez passer par un logiciel de tranchage/découpage, autrement dit un slicer, ce que nous vous présentons dans cette fiche! Nous vous y listons quelques slicers open source et gratuits parmi les plus connus et vous y expliquons brièvement comment fonctionne ce genre de logiciel et à quoi il peut servir pour votre impression.
Prérequis:
-
Disposer d’un fichier de modélisation (voir notre fiche sur les logiciels CAO)
-
un ordinateur
 Pour quoi faire?
Pour quoi faire?
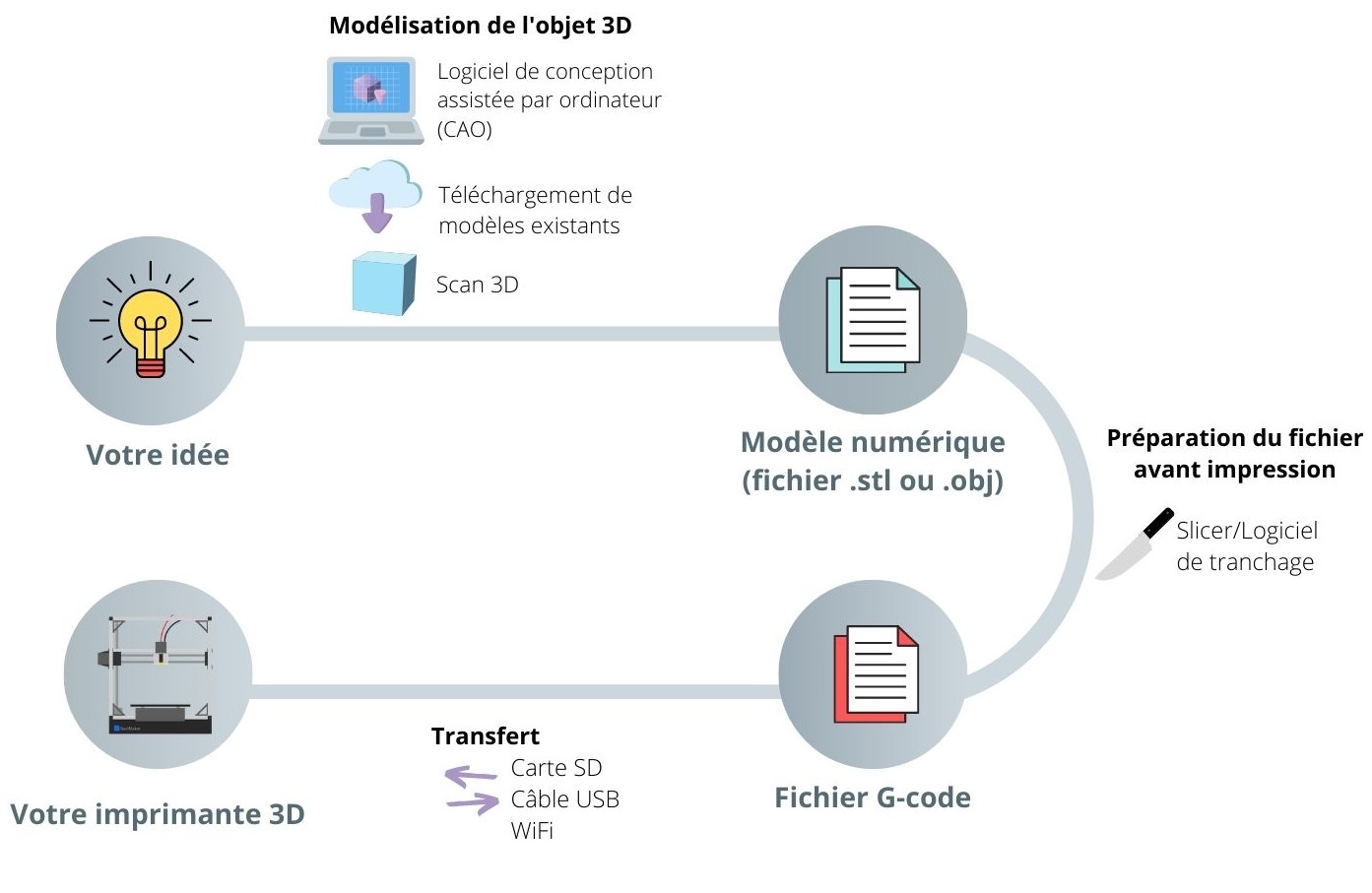
Une fois votre objet modélisé sous forme de fichier .stl (voir fiche logiciel CAO), il faut que votre imprimante 3D puisse l'interpréter afin de matérialiser votre objet. Comment faire? Vous aurez besoin d’un logiciel qui va jouer le rôle d'intermédiaire entre la modélisation 3D de votre objet et son impression 3D, c’est-à-dire d’un Slicer (ou logiciel de tranchage/découpage).
Comment ça marche?
Pour que votre imprimante 3D puisse interpréter votre fichier 3D (en .stl), vous devez utiliser un logiciel de tranchage qui va transformer votre modélisation en tranchant/ divisant l’objet, en plusieurs couches fines superposées, celles que l’imprimante viendra créer.
 Choisir un slicer
Choisir un slicer
Parmi les nombreux logiciels de tranchage existants, nous vous en proposons quelques uns qui sont open source et gratuits :
Cura - il s’agit du logiciel d’impression 3D le plus populaire pour les imprimantes personnelles, tant du côté des débutants que des personnes plus expertes. Ce logiciel fait l'objet d'un développement sur plusieurs années en interne et a bénéficié de nombreuses contributions de la part des utilisateurs. Des mises à jour régulières améliorent constamment les fonctionnalités et l'expérience utilisateur lors de l'impression. Compatible avec les systèmes d’exploitation Linux, Mac OSX et Windows, vous trouverez une série de webinaires et documentations en matière d’impression 3D dans la section “Learn” du site officiel.
Repetier-Host - Bien que l’interface ne soit pas très conviviale, ce logiciel très complet et performant pour le contrôle de l’imprimante 3D et la découpe (il peut prendre en charge jusqu’à 16 extrudeurs!). Entièrement paramétrable, nous le conseillons pour des personnes ayant un niveau assez avancé car ce logiciel est une solution tout-en-un qui demande pas mal de chipotages. Grâce au Repetier Server, vous pouvez accéder à votre imprimante 3D depuis le navigateur de votre pc, de votre tablette ou encore de votre smartphone. Il est compatible avec les systèmes d’exploitation Linux, Mac OSX et Windows.
Slic3r - ce logiciel fonctionne aussi bien avec des fichiers STL qu’ OBJ. Il propose un ensemble d’outils flexibles et faciles d’utilisation.Les personnes les plus habituées à l’impression 3D pourront y trouver des fonctionnalités de pointe proposées et testées par la communauté. Il fonctionne sur Linux, Mac OSX et Windows.
OctoPrint - Il ne s’agit pas d’un slicer spécialisé en tant que tel… En fait, OctoPrint utilise le slicer de Cura, qui est directement intégré dans son interface. Plus besoin de carte SD, vos fichiers .stl peuvent être imprimés avec le WiFi! OctoPrint est plutôt un hôte qui peut servir d’interface web pour contrôler et surveiller les activités de votre imprimante 3D à distance.
Evidemment, cette liste est loin d’être exhaustive...
 Configurer le fichier de modélisation à l’aide du slicer
Configurer le fichier de modélisation à l’aide du slicer
Le fichier 3D .stl ou .obj décrit des coordonnées au sein d’une grille tridimensionnelle. Une fois ce fichier importé et ouvert dans le logiciel de découpage, vous pouvez visualiser votre objet et le déplacer sur une plateforme représentant la zone d’impression de votre imprimante.
Les paramètres de l’impression
Un objet 3D est composé de parois verticales, horizontales et d’une partie intérieure (remplie ou vide). Les paramètres d’impression de votre bjet vont influencer sa qualité et le temps de son impression. Ils se règlent grâce au slicer (ils dépendent de votre logiciel de découpage et de votre imprimante), les principaux paramètres sont les suivants :
- La hauteur de la couche : plus votre couche sera fine, plus le nombre de tranches à calculer est élevé; l’impression sera plus précise mais plus lente!
- L’épaisseur de la paroi : vous pouvez définir le nombre d'épaisseurs solides à faire sur la pièce (en haut, en bas, sur les côtés).
- Le remplissage (infill en anglais) : vous pouvez définir un pourcentage de remplissage, c’est-à-dire le taux de remplissage de la partie intérieure de votre objet à imprimer. Cette partie n’est généralement pas ou peu visible mais elle est caractérisée par un taux et un motif (ruche d'abeille, remplissage rectiligne, en triangle, en zig zag,...) qui peuvent être optimisés afin de conférer une meilleure résistance ou au contraire plus de flexibilité à votre objet (cela influe également sur son poids).

Illustration de différents taux de remplissage extraite du site https://www.makershop.fr/blog/optimisation-remplissage-impressions-3d/
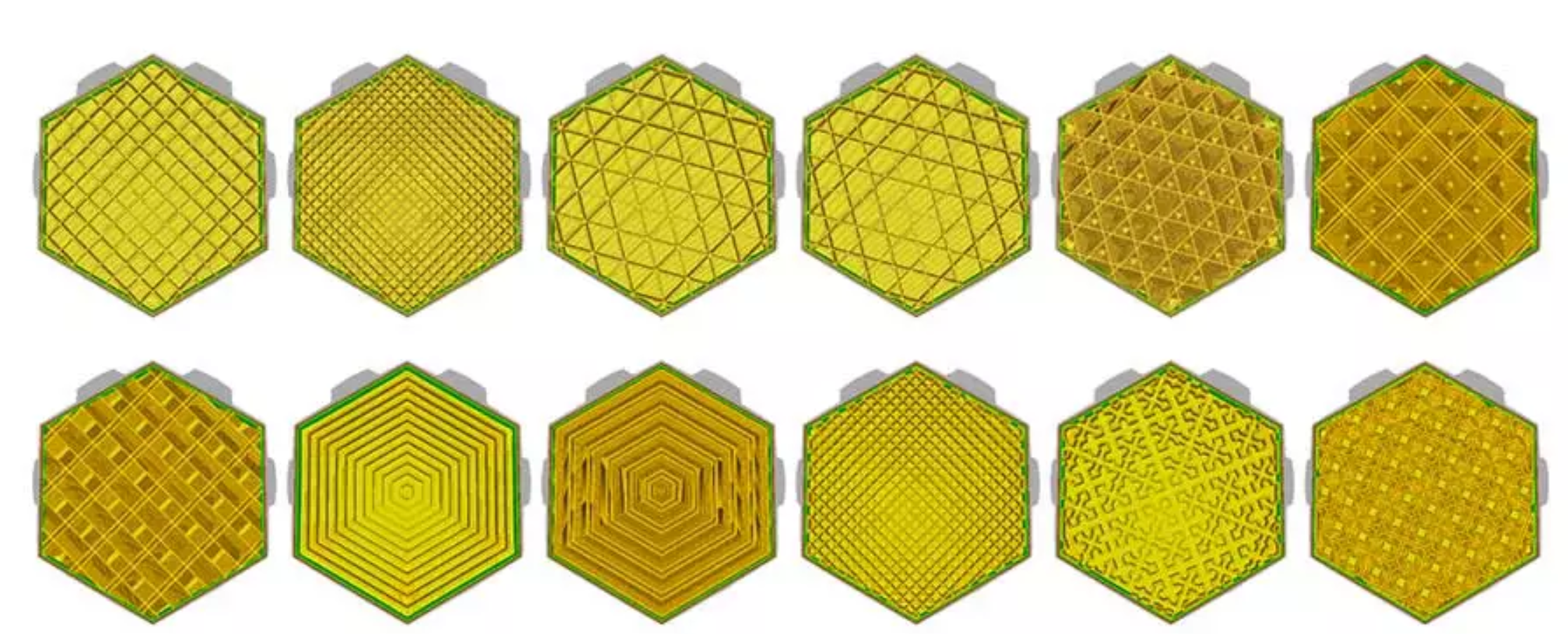
Il ne s’agit pas de mettre le taux de remplissage à 100% pour avoir une pièce ultra résistante, la paroi extérieure risque d’être déformée et vous allez consommer énormément de filament pour “rien”. Vous devrez trouver le bon taux de remplissage et le motif adéquat pour avoir la résistance souhaitée (vous trouverez plus d’infos à ce sujet ici).
- La bordure (brim) : vous pouvez définir une bordure à faire autour de la pièce (elle est en contact avec celle-ci), avec le matériau utilisé, afin de garantir plus de stabilité et d’adhérence à l’objet. La bordure est donc particulièrement conseillée pour les petits objets ou pour ceux qui ont peu de contact avec le plateau d’impression.
- La jupe (skirt): c’est un périmètre à définir autour de la pièce et qui est réalisé avant son impression afin de nettoyer la buse et de vérifier le positionnement de l’objet. Vous pouvez définir la hauteur du contour et la distance de séparation avec la pièce
- Le radeau (raft) : il s’agit de réaliser une surface facilement décollable entre la surface d'impression et l'impression elle-même, cette surface facilite l’adhérence en évitant le décollement des coins de votre objet et offre un fini propre au-dessous de votre pièce. Elle est également utile si vous avez des soucis de parallélismes entre vos axes, le radeau vous permet de refaire un niveau “plat” par rapport à l'axe X et Y.

- Le support : le slicer peut prévoir de produire un support à votre objet afin de supporter les différentes couches, il sera à retirer à la fin de l’impression. Il est souvent indispensable car une imprimante ne peut pas imprimer dans le vide! Il va dépendre de l’angle que forme votre objet ou une partie de celui-ci avec le plateau d’impression. Bien que souvent inévitables, vous pouvez réduire cet angle au maximum pour avoir le moins de supports possibles en optimisant l’orientation de l’objet dans le slicer ou en pensant différemment votre objet dès la phase de conception (attention, l’édition de fichier .stl ou .obj reste difficile à effectuer avec un slicer donc garder ces recommandations en tête lorsque vous modéliser votre objet avec un logiciel CAO). Pourquoi éviter d’avoir trop de supports? Car
-
ils augmentent la durée d’impression de votre objet et le temps de la production générale (il faut prévoir un post-traitement pour les retirer et nettoyer votre objet imprimé),
-
les supports "abîment" l’objet,
-
ils gaspillent de la matière,
-
ils augmentent le coût de la production : il faut parfois acheter des bobines de filaments adaptés (si vous voulez utiliser un support soluble, vous aurez besoin d’une imprimante avec 2 extrudeurs).
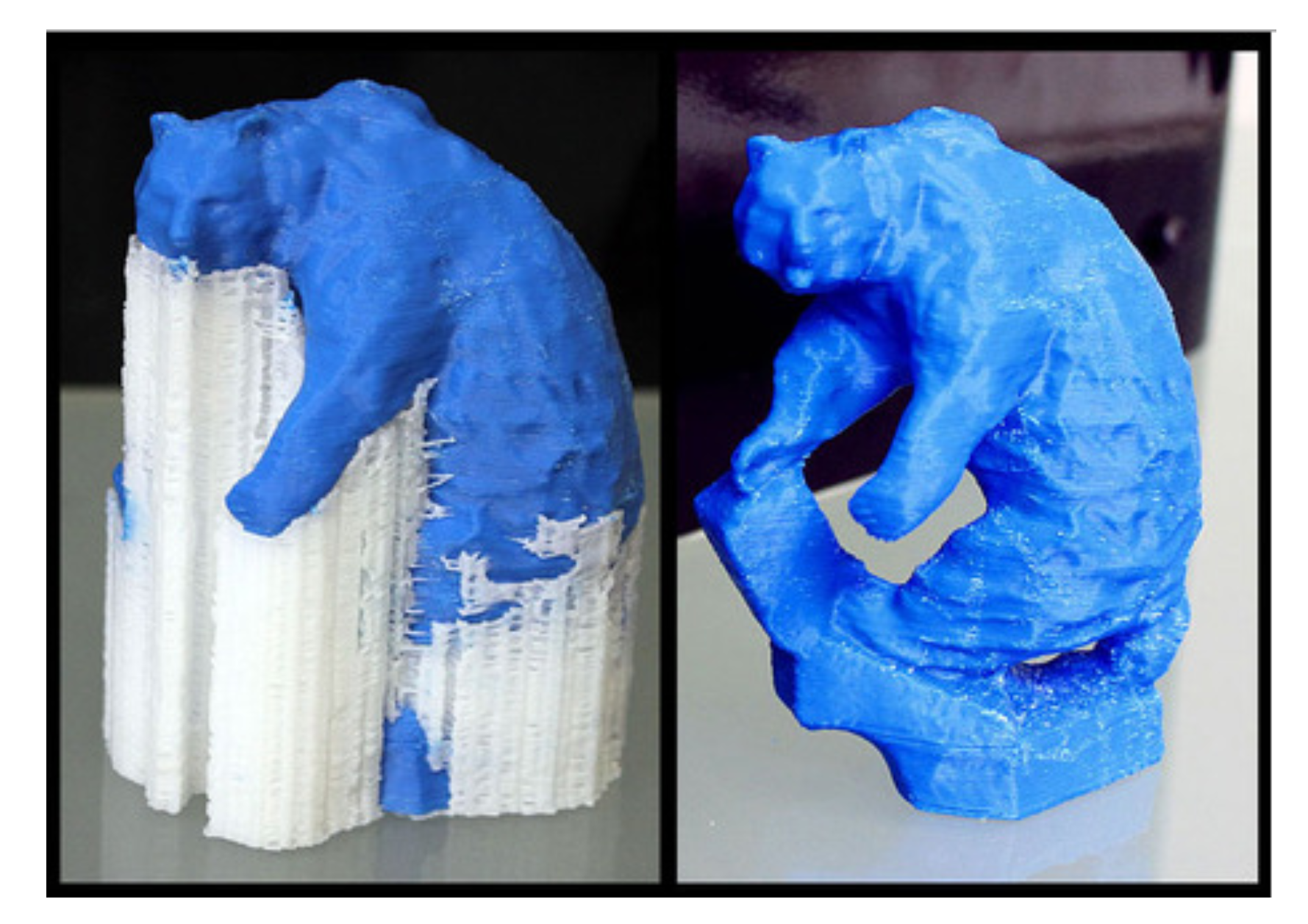
Représentation d’un objet imprimé avec des supports solubles
Illustration provenant du site de https://www.makershop.fr/blog/double-extrusion-simplify-3d/
- La vitesse d'extrusion des différents éléments : vous pouvez régler la vitesse d’extrusion pour les différentes parois, pour le remplissage, pour les supports, pour la première couche,...). Nous vous conseillons de faire de nombreux tests avec la même pièce afin de trouver les vitesses idéales pour un rendu de bonne qualité.
- La température d'extrusion : la température est un élément important qui varie selon le type de matériau utilisé, selon la couleur de celui-ci (selon les additifs de coloration),... une mauvaise température aura un effet direct sur la qualité d’impression : une température trop élevée peut provoquer un effet de stringing (votre pièce semblera avoir des “cheveux”), des couleurs, des boursouflures,... Si au contraire, la température est trop basse, vous aurez l’impression que votre pièce à manquer de matière (apparition de petits trous, creux,...n’oubliez cependant pas de vérifier que votre buse n’est pas obstruée!), il peut aussi y avoir une mauvaise adhérence entre les couches,...
Toutes ces variables peuvent sembler compliquées lorsqu’on débute dans l’impression 3D mais une configuration correcte de ces différents paramètres est très importante car elle vous permettra d’avoir une estimation de votre temps d’impression (oui, la finition est directement proportionnelle au temps d’impression!). N’hésitez donc pas à vous entraîner et à tester, tester et encore tester!
Vous pouvez vérifier l’exactitude de vos paramètres grâce à l’aperçu de toutes les couches d’impressions et enregistrez votre fichier. Le slicer va découper votre objet, selon votre configuration, en plusieurs couches horizontales et fournir un parcours que la tête d’impression de votre imprimante 3D devra suivre, ligne par ligne et couche après couche pour matérialiser votre objet.
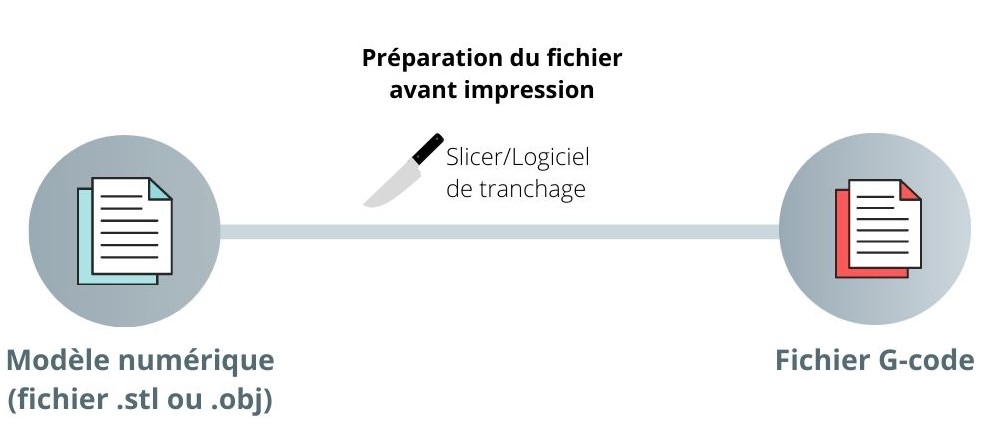
D’un fichier de modélisation à un fichier G-code
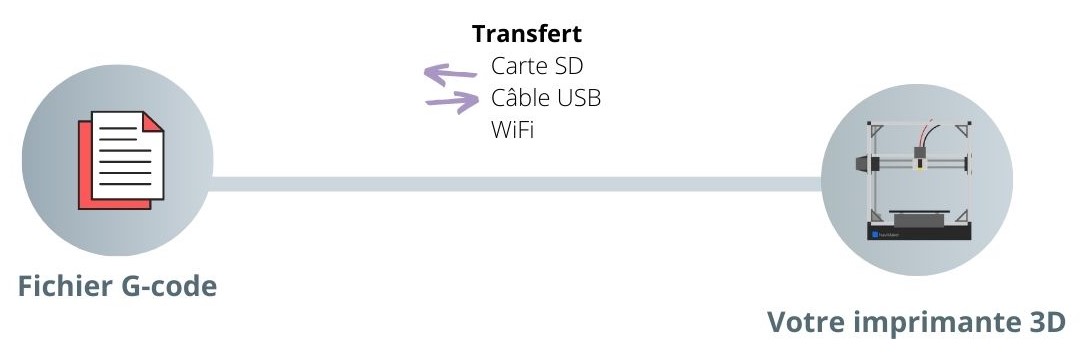
Le slicer va reprendre toutes ces transformations en générant un fichier G-code; il s’agit du langage de programmation utilisé pour contrôler une machine à commandes numériques. Ce fichier G-Code va contenir toutes les instructions nécessaires à l’imprimante 3D : il va notamment indiquer les mouvements que l’extrudeur ou le laser doit effectuer, la résolution, la vitesse d’impression, la hauteur de couche,... bref tout ce que vous avez indiqué au logiciel de tranchage comme configuration. Consultez ce didacticiel si vous souhaitez en savoir davantage sur les commandes G-code.
Et ensuite?
C’est ce fichier G-Code qui est le fichier d’impression nécessaire à votre imprimante 3D. Il ne vous reste plus qu’à l’y transférer (pour cela, consultez notre fiche sur l’impression 3D).
 Besoin d’une aide supplémentaire ?
Besoin d’une aide supplémentaire ?
Le Hub-C dans le cadre de ses services d’accompagnement numérique organise des workshops et groupes de travail en lien avec les nouvelles technologies de prototypages. Vous souhaitez un accompagnement pour votre projet innovant ou vous souhaitez participer à un prochain workshop? N'hésitez pas à contacter un membre du Hub ou de la fab-team ou à consulter les évènements à venir du Fab-C!
Vous avez une question spécifique à propos d’une fiche? Elles sont réalisées par les experts du CETIC (Centre d'Excellence en Technologies de l'Information et de la Communication), un centre de recherche appliquée en informatique situé à Charleroi. Vous trouverez toutes les coordonnées ici.